



Recurring shaft failures on pumps at a South African petrochemical plant were causing persistent and costly problems for the company.
Chemical Case Studies
AESSEAL product ends emissions penalties for Polish company

A Polish Petrochemical Company was paying heavy fines resulting from the escape of harmful solvents into the atmosphere.

Improved reliability with AESSEAL packing system

A chemical company in south Wales was having persistent problems with its elastomer mixers because of the unreliability of a competitor’s PTFE packing system.
LabTecta puts a stop to eight-year oil leaks

Excessive shaft wear from the lip seals on the input and output shafts on an extruder was causing problems at a Japanese chemical plant.
CURC solves leakage problem for Saudi company

A petrochemical company in Saudi Arabia was experiencing persistent leakage during startup on a cooling water pump, the result of installation errors and the improper setting of the component seals.
RDSX the answer for Czech chemical company

The installation of an AESSEAL RDSX seal has solved a reliability problem for a chemical company in the Czech Republic.

Dual seal cuts costs for UAE company

The installation of an AESSEAL dual seal is saving a petrochemical company in the United Arab Emirates thousands of pounds in repair and maintenance costs.
Upgrade will result in major savings for US company

A US petrochemical company is set to save tens of thousands of dollars a year following the installation of specially-designed seal pots to replace 40 existing pots which had been in place for around half a century.
Polish plant benefits from LabTecta protection
A chemical plant in Poland has saved 12,000 złotys (about US$3,000) over the past 12 months after it fitted a LabTecta bearing protector to a faulty seal.

SA firm makes big savings with CDPN

Constant seal failures followed by downtime and loss of production were causing problems for the South African company Woodchem SA.

Superior AESSEAL product and service seals the deal

A company in Ireland specializing in the production of innovative coats, paints, and specialty materials requested the assistance of AESSEAL Ireland to repurpose a stainless steel Chemineer GTN agitator and wet double seal to accommodate a new product.
Unique utilization of the cooling coil solves pump problems.
The installation of the AESSEAL DMSF double cartridge mechanical seal was the answer to recurring seal failures at a chemical storage facility in the north-east of England.
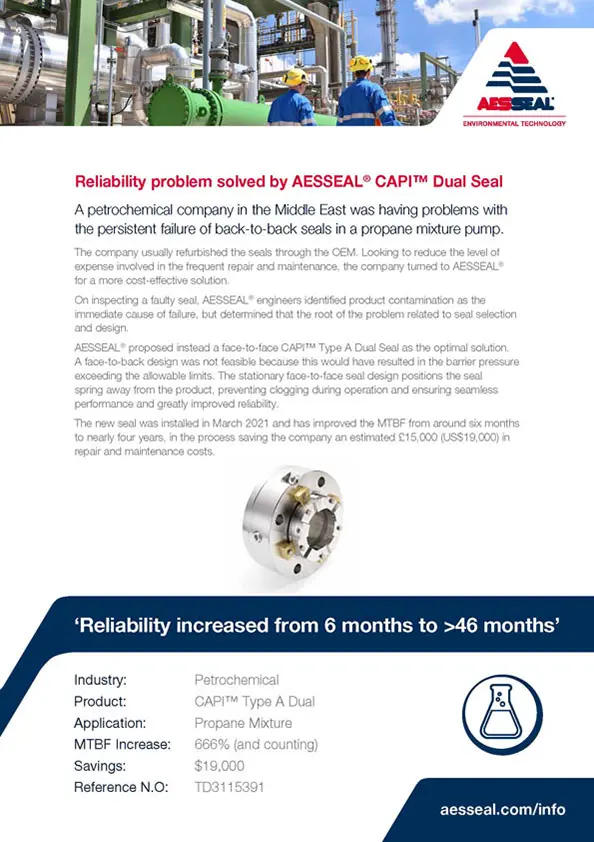
Reliability problem solved by AESSEAL CAPI Dual Seal
A petrochemical company in the Middle East was having problems with the persistent failure of back-to-back seals in a propane mixture pump.
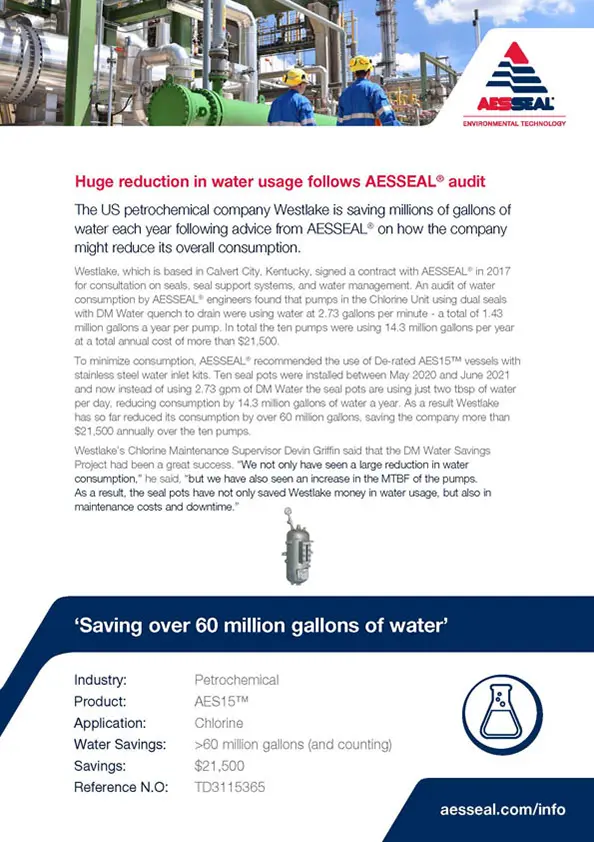
Huge reduction in water usage follows AESSEAL audit
The US petrochemical company Westlake is saving millions of gallons of water each year following advice from AESSEAL on how the company might reduce its overall consumption.

Fast response the key in Polish contract
Speed of delivery and a competitive price were key factors for a Polish petrochemical company when it decided to choose AESSEAL® as its preferred supplier.

CAPI-TXS the answer for legacy quench oil pumps
The single seals on three BB2 hot quench oil pumps at a petrochemical plant in the north of England were regularly failing due to poor face lubrication by the product.
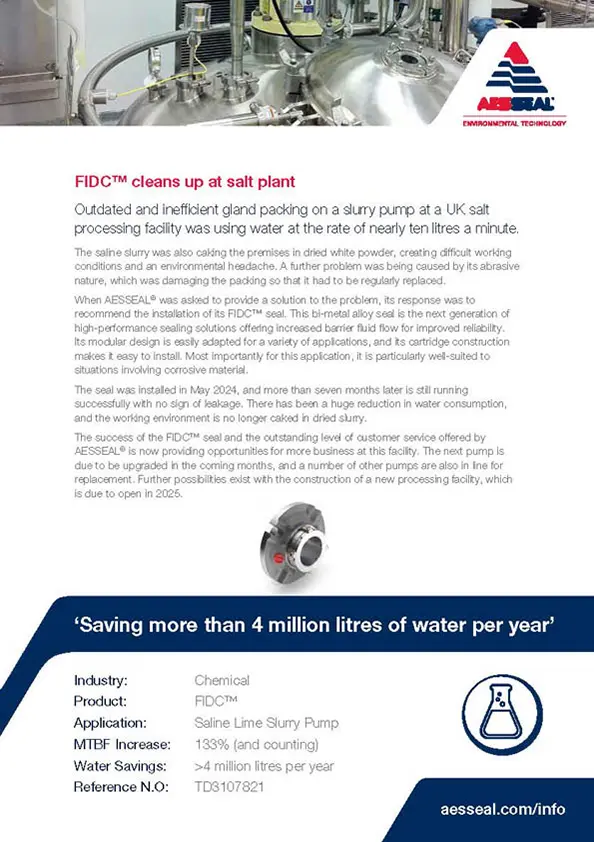
FIDC cleans up at salt plant
Outdated and inefficient gland packing on a slurry pump at a UK salt processing facility was using water at the rate of nearly ten litres a minute.

LabTecta saves €360,000 for Spanish company each year

A lip seal which was leaking oil from an extruder gearbox was causing persistent problems for a Spanish petrochemical company.
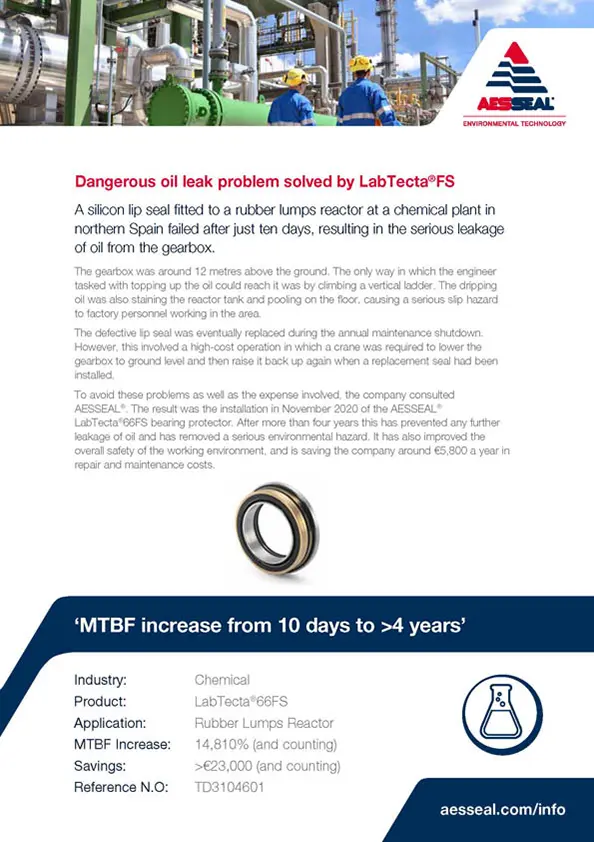
Dangerous oil leak problem solved by LabTecta FS
A silicon lip seal fitted to a rubber lumps reactor at a chemical plant in northern Spain failed after just ten days, resulting in the serious leakage of oil from the gearbox.
AESSEAL repair saves thousands for Saudi company
A Saudi Arabian chemical company has saved thousands of dollars in repair costs following an intervention by AESSEAL engineers.
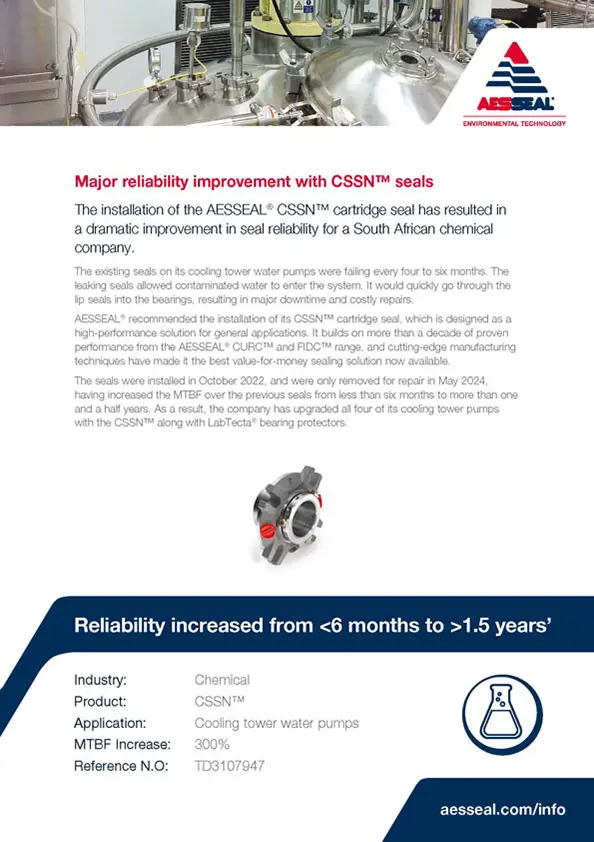
Major reliability improvement with CSSN seals
Installation of CSSN cartridge seal has resulted in a dramatic improvement in seal reliability for a South African chemical company.
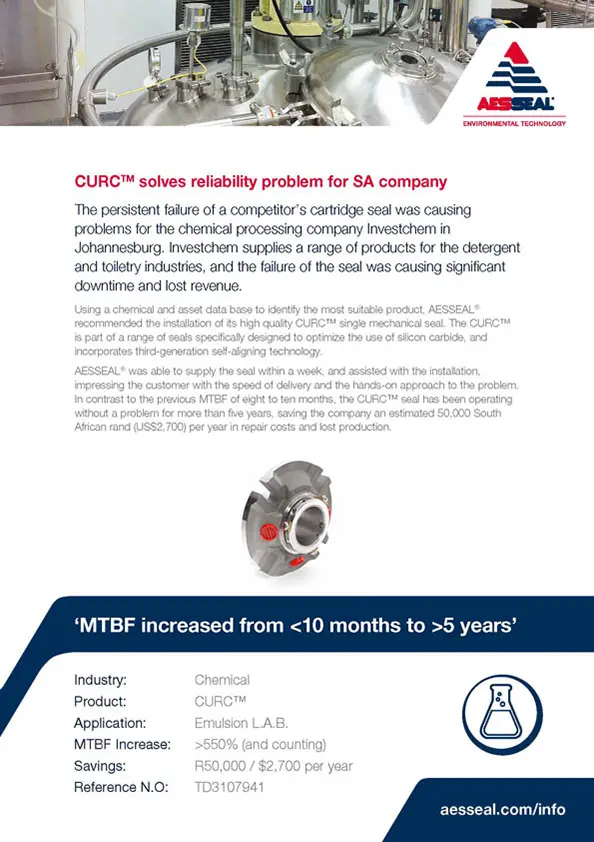
CURC solves reliability problem for SA company
The persistent failure of a competitor’s cartridge seal was causing problems for the chemical processing company Investchem in Johannesburg.
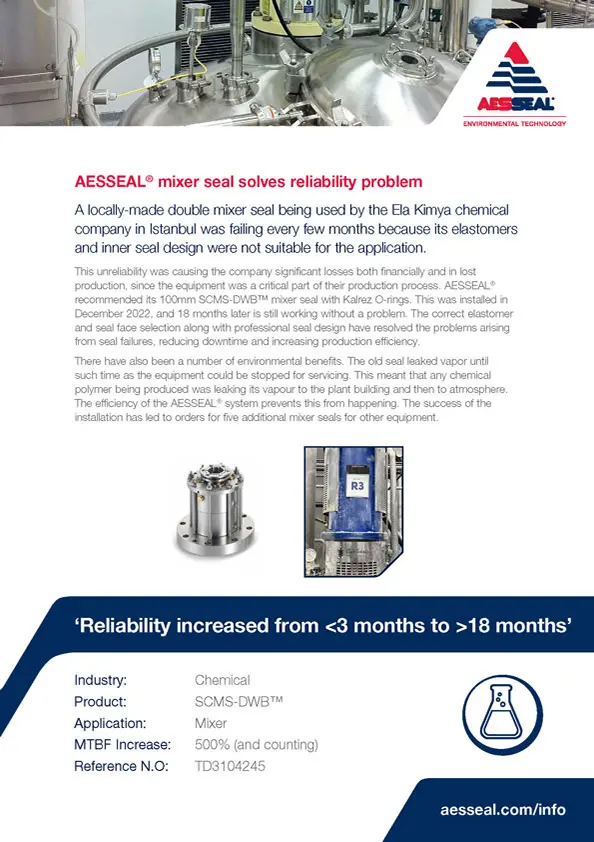
AESSEAL mixer seal solves reliability problem

A locally-made double mixer seal being used by the Ela Kimya chemical company in Istanbul was failing every few months because its elastomers and inner seal design were not suitable for the application.

DMSC is worth its salt

A poorly-designed seal was causing problems for a major salt producer in eastern France.
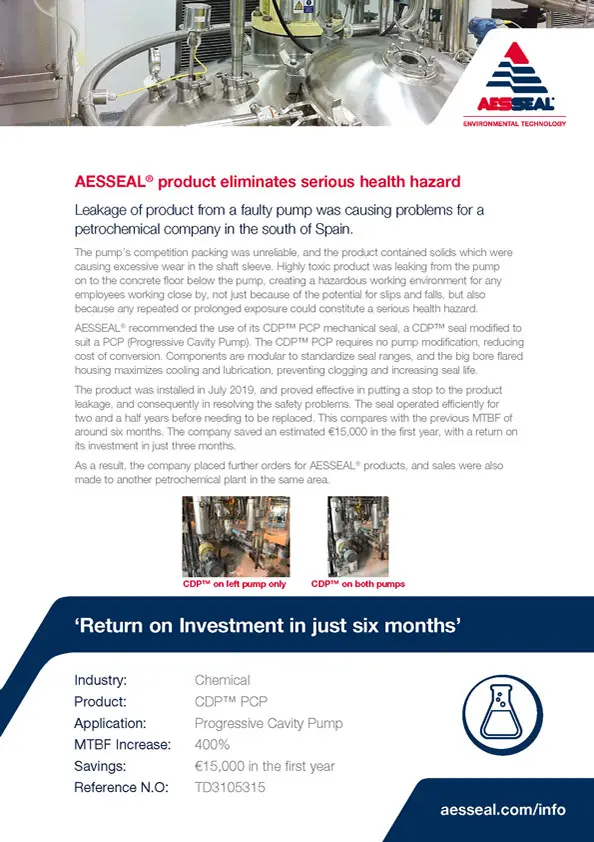
AESSEAL product eliminates serious health hazard
Leakage of product from a faulty pump was causing problems for a petrochemical company in the south of Spain.

AESSEAL improves reliability at French chemical plant
A chemical production company in France was experiencing premature failure of a competitor’s seal on a high temperature terpene process transfer pump.
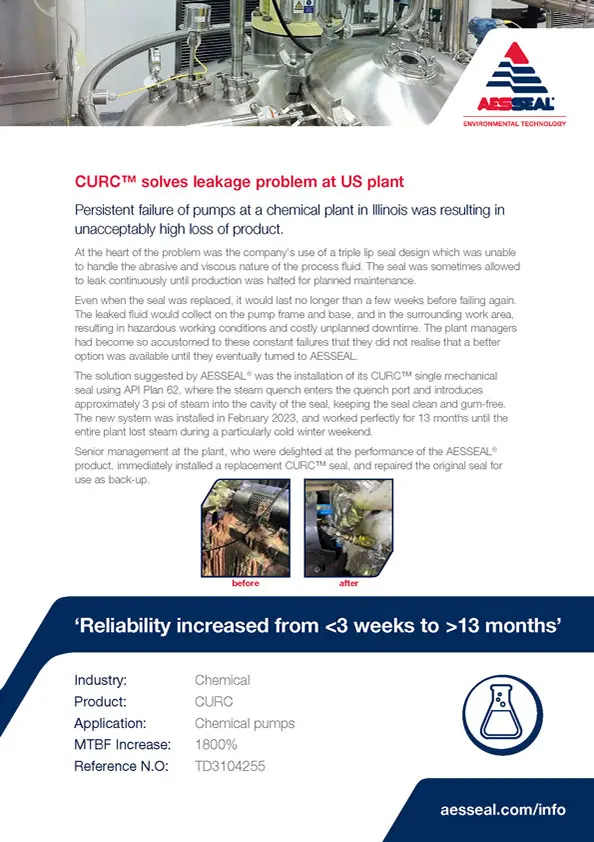
CURC solves leakage problem at US plant
Persistent failure of pumps at a chemical plant in Illinois was resulting in unacceptably high loss of product.
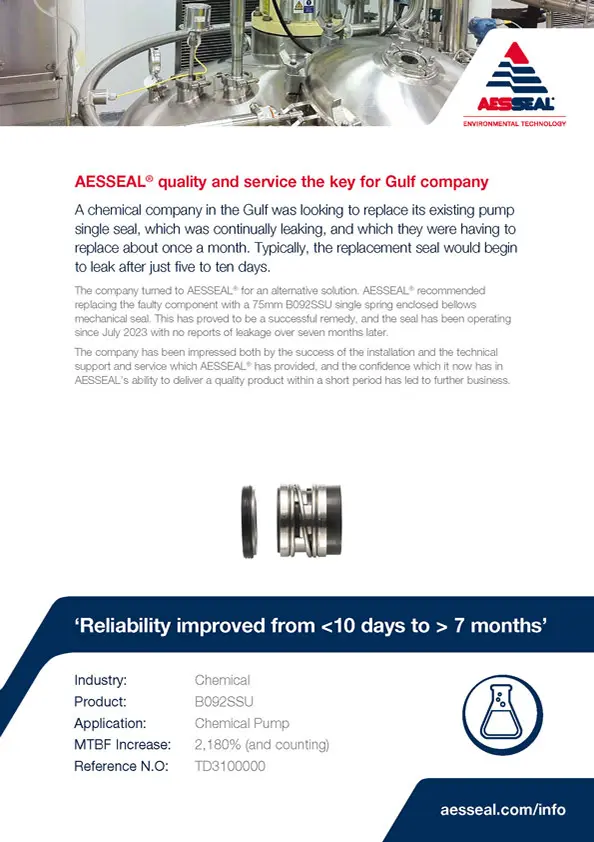
AESSEAL quality and service the key for Gulf company
A chemical company in the Gulf was looking to replace its existing pump single seal, which was continually leaking, and which they were having to replace about once a month. Typically, the replacement seal would begin to leak after just five to ten days.
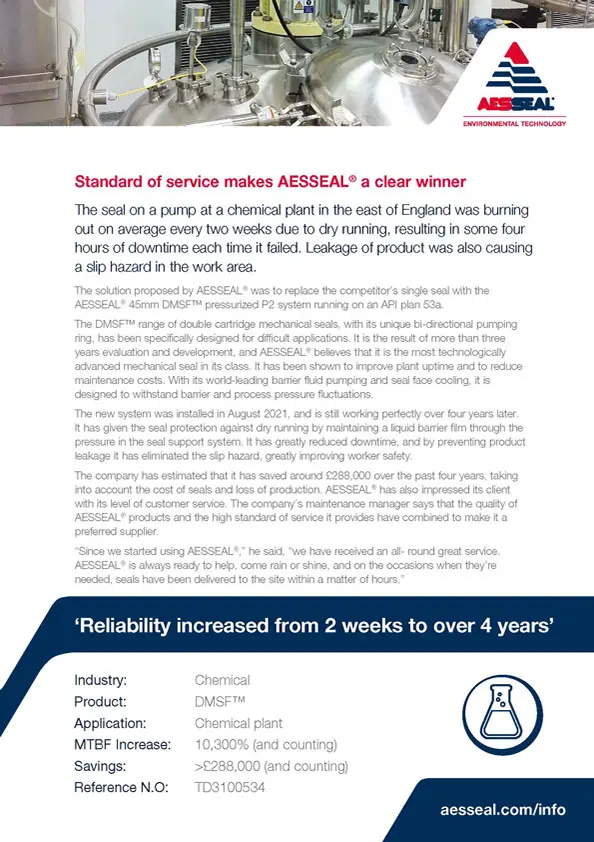
Standard of service makes AESSEAL a clear winner
The seal on a pump at a chemical plant in the east of England was burning out on average every two weeks due to dry running, resulting in some four hours of downtime each time it failed.
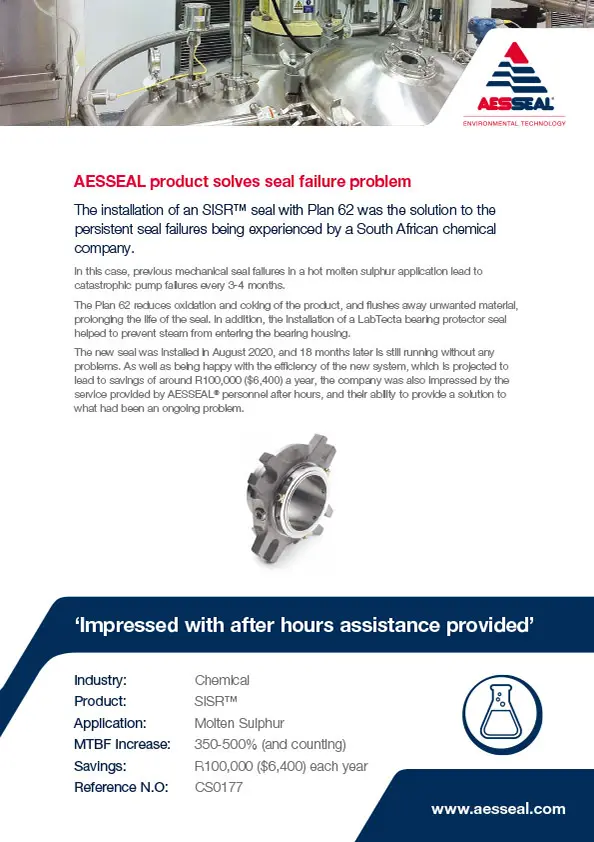
AESSEAL product solves seal failure problem
The installation of an SISR seal with Plan 62 was the solution to the persistent seal failures being experienced by a South African chemical company.

DMSF seals halt water leakage
Premature seal failure was causing barrier water and product leakage in a South African chemical plant. This necessitated a plant shutdown while the seal was changed.

Reduce maintenance costs with reliability upgrade
A specialty chemical company in the USA were dissatisfied with the reliability of 6 water pumps.
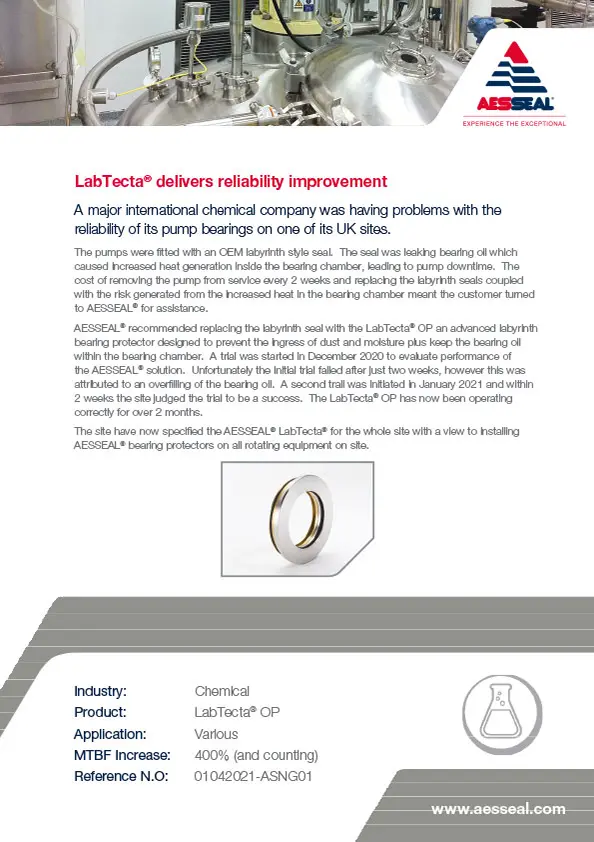
LabTecta delivers reliability improvement
A major international chemical company was having problems with the reliability of its pump bearings on one of its UK sites.
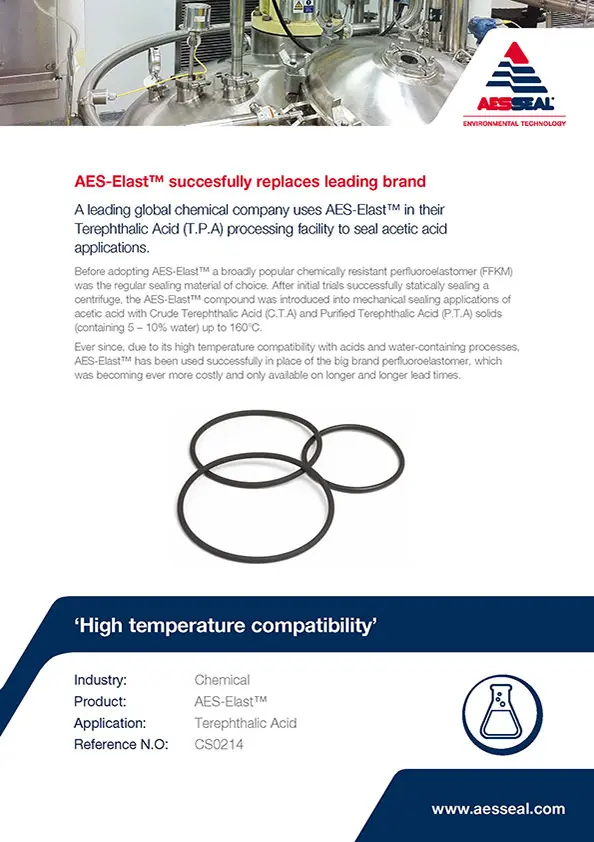
AES-Elast™ successfully replaces leading brand
A leading global chemical company uses AES-Elast in their Terephthalic Acid (T.P.A) processing facility to seal acetic acid applications.

Chemical plant saved over €500,000 in the first year
A critical glue agitator vessel was affecting productivity for a silicone manufacturing facility in France. This situation was costing the company thousands of Euros in lost production.
Efficient seal support system reduces energy costs
A chemicals manufacturer in the USA was concerned about high energy associated with the sealing of a hot glycol pump.
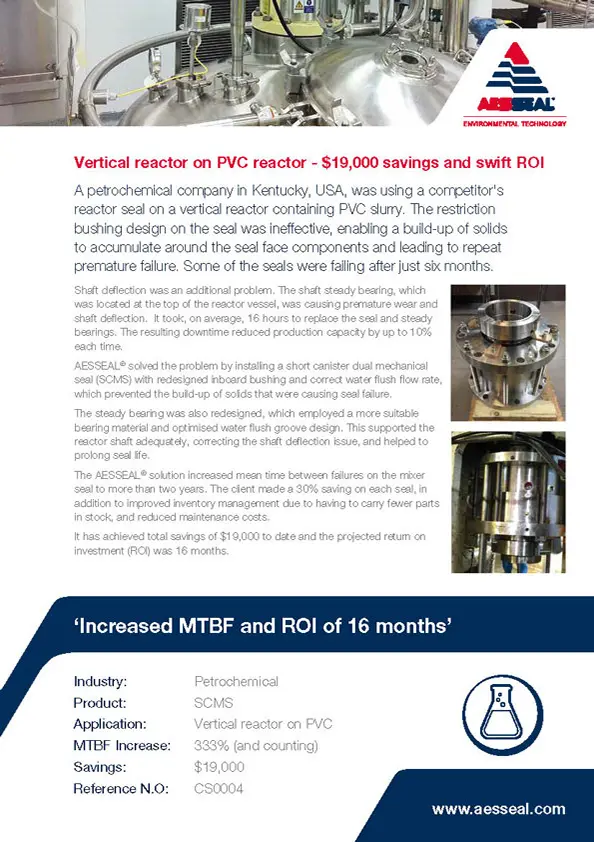
Vertical reactor on PVC reactor - $19,000 savings and swift ROI
A petrochemical company in Kentucky, USA, was using a competitor’s reactor seal on a vertical reactor containing PVC slurry.
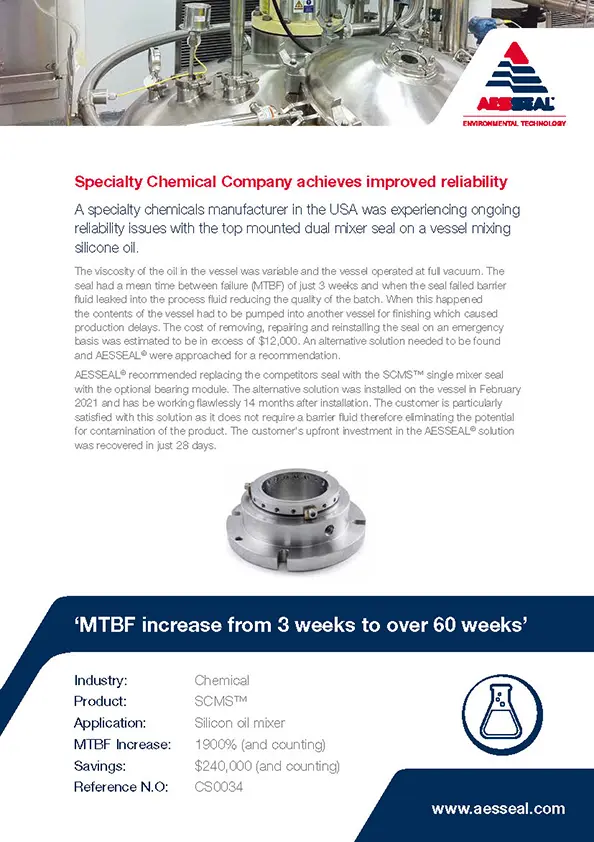
Specialty Chemical Company achieves improved reliability
A specialty chemicals manufacturer in the USA was experiencing ongoing reliability issues with the top mounted dual mixer seal on a vessel mixing silicone oil.
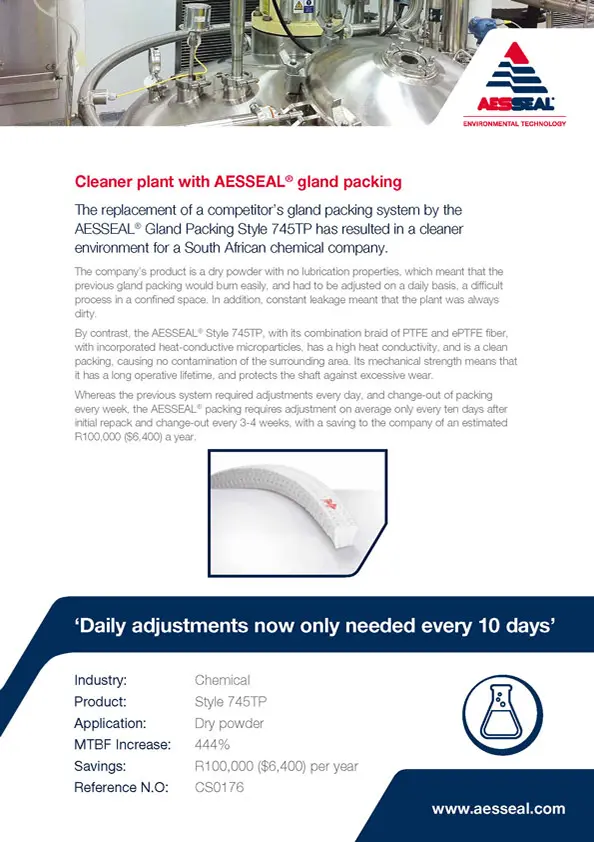
Cleaner plant with AESSEAL gland packing
Gland Packing Style 745TP has resulted in a cleaner environment for a South African chemical company.
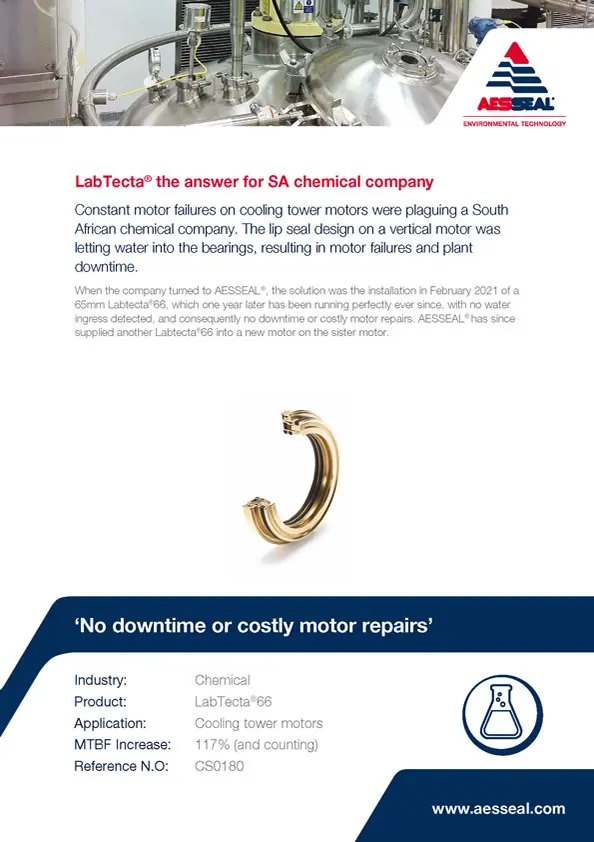
LabTecta the answer for SA chemical company
Constant motor failures on cooling tower motors were plaguing a South African chemical company.

Quality of service key to AESSEAL contract
The rapid response of the team for a replacement seal led to the award of a new contract from a South African chemical company.
Reduced maintenance after change to mechanical seal
A change from gland packing to AESSEAL Convertor II™ mechanical seal has helped a South African energy and chemical company.
Reliability upgrade improves Mean Time Between Failure by 5 times
Major chemical company SASOL were experiencing premature seal failure on one of its process pumps.
Reliability upgrade improves Mean Time Between Failure from 1 week to 8 months.
Major chemical company SASOL were experiencing premature seal failure on one of its process pumps.
Reliability upgrade saves $24k per year
A speciality chemical company in the USA was experiencing problems with the mechanical seal fitted on a venturi scrubber.
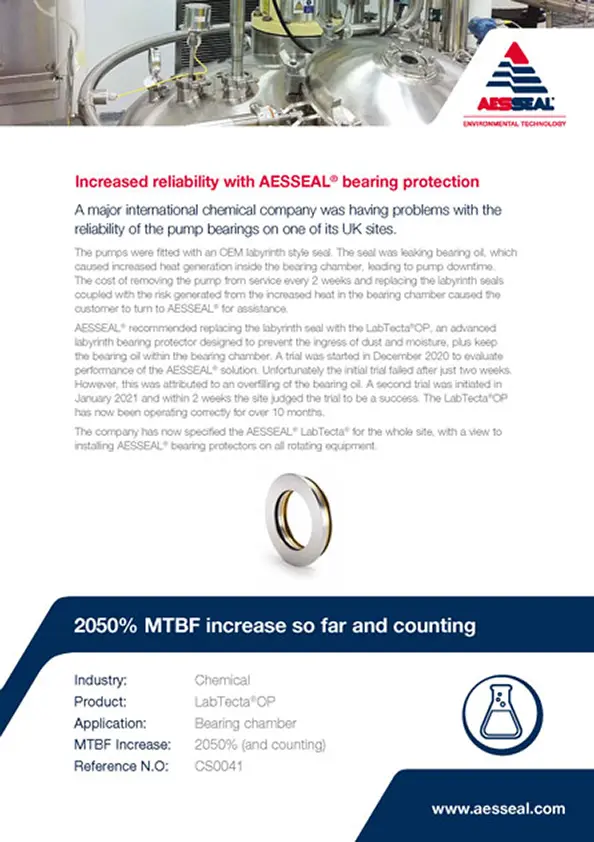
Increased reliability with AESSEAL bearing protection
A major international chemical company was having problems with the reliability of the pump bearings on one of its UK sites.

Reliability upgrade improves MTBF 2900%
A speciality chemical company in the USA was experiencing problems with the mechanical seal fitted on a phenol pump.
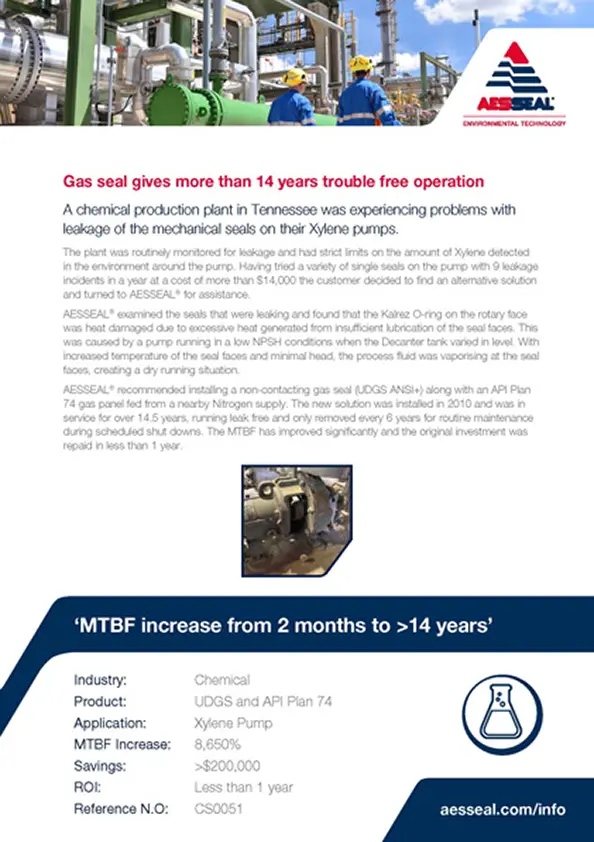
Gas seal gives 14 years trouble free operation
A chemical production plant in Tennessee was experiencing problems withleakage of the mechanical seals on their Xylene pumps.
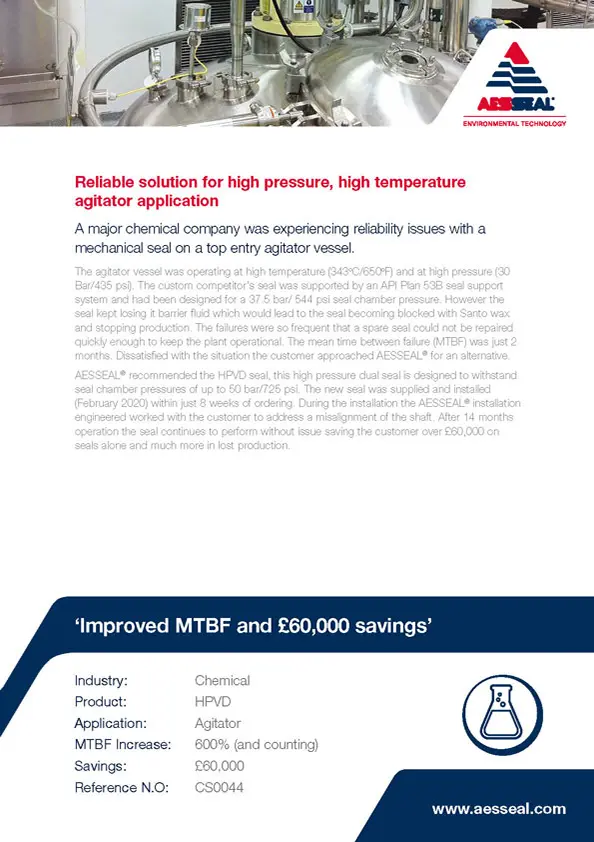
Reliable solution for high pressure, high temperature agitator application
A major chemical company was experiencing reliability issues with a mechanical seal on a top entry agitator vessel.
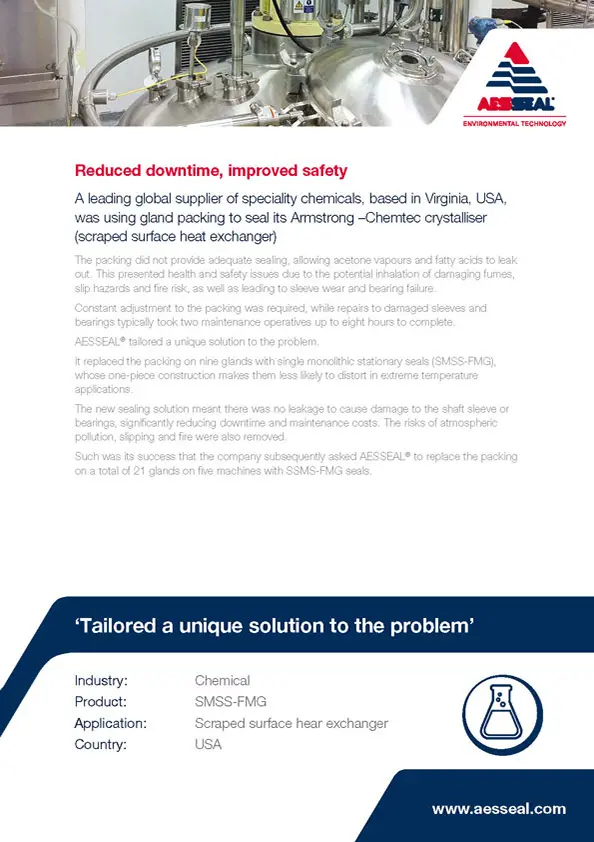
Reduced downtime, improved safety
Using gland packing to seal an Armstrong – Chemtec crystalliser.
Trapeziodal Packing improves reliability 3-fold
A phosphates and phosphoric acid producer in South Africa was having problems with the packing on its phosphoric acid pumps.
Over 20 million litres of water saved in 5 years for just 2 pumps
A latex producer in South Africa was consuming a large quantity of water in API Plan 54 seal support systems (quench to drain) in 2 pumps.
Successful Support System Upgrade Improves Plant Reliability
A chemicals manufacturer in the USA was experiencing ongoing issues with the reliability of the seal support system supplying a double seal.
Chemical company saves over $225,000 in first year
Eastman Chemicals Kingsport Tennessee production plant were experiencing problems with leakage of the mechanical seals on their cellulose esters pumps.
Reliability upgrade reduces seal repair costs
Carbon Free are a chemical company who are developing patented technologies that capture CO2 from stationary point emitters and transform them into carbon negative chemicals.

Chemical Producer Saves Over £1.7 Million in Plant Downtime
A specialty chemical company at its UK processing facility were desperately trying to get spare parts for the mechanical seal on one of its critical reactors.
Upgrade delivers annual saving of 15,000 USD
ADM, which produces high quality renewable chemicals for a range of industries, had experienced repeated seal failure on a Goulds Pump 3196 MTX pump at its plant in North Carolina, USA.

Chemical company saves £9,400 and 17,000m3 of water a year
AESSEAL worked with a major UK Chemical company to improve reliability and reduce the amount of water used by its sealing solution on its nylon production site.
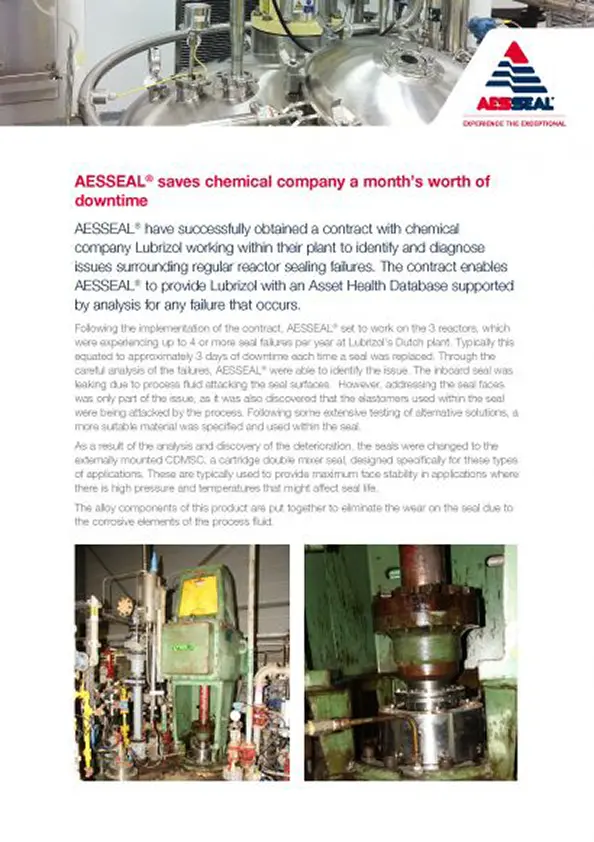
Chemical company saves a months worth of downtime

Working with Lubrizol AESSEAL were able to identify and diagnose issues surrounding regular reactor sealing failures. The mean time between failures (MTBF) has improved from 3 months right up to 3.5 years
7 years trouble free bearing protection
A chemical plant was installing a new conveyor system and the onsite engineer had concerns over the OEM sealing options for the plummer block bearings.

Dry Gas Seal improves reliability and leads to a major overhaul program
Sealing an Aceto Digester feed pump with a dry running gas seal supplied by an AESSEAL competitor.
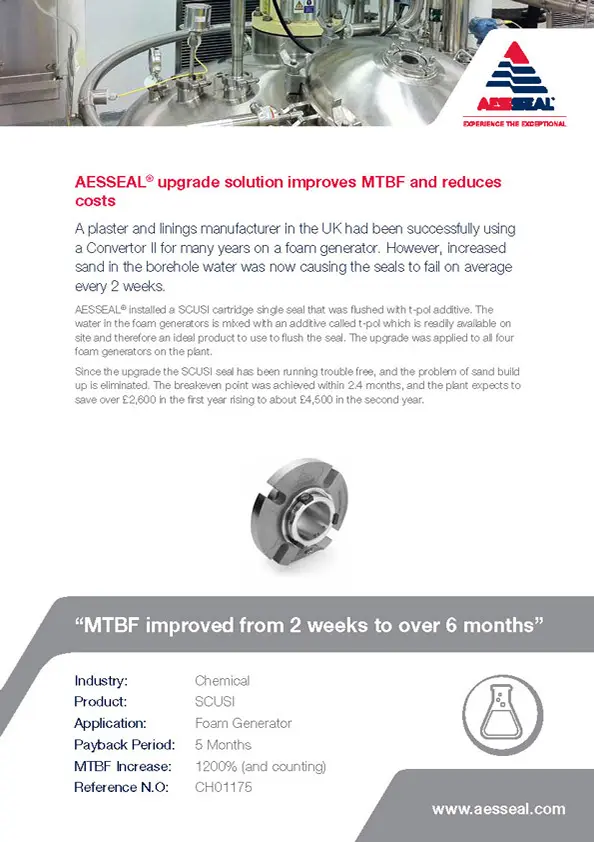
AESSEAL upgrade solution improves MTBF and reduces costs
increased sand in the borehole water was causing seal failure
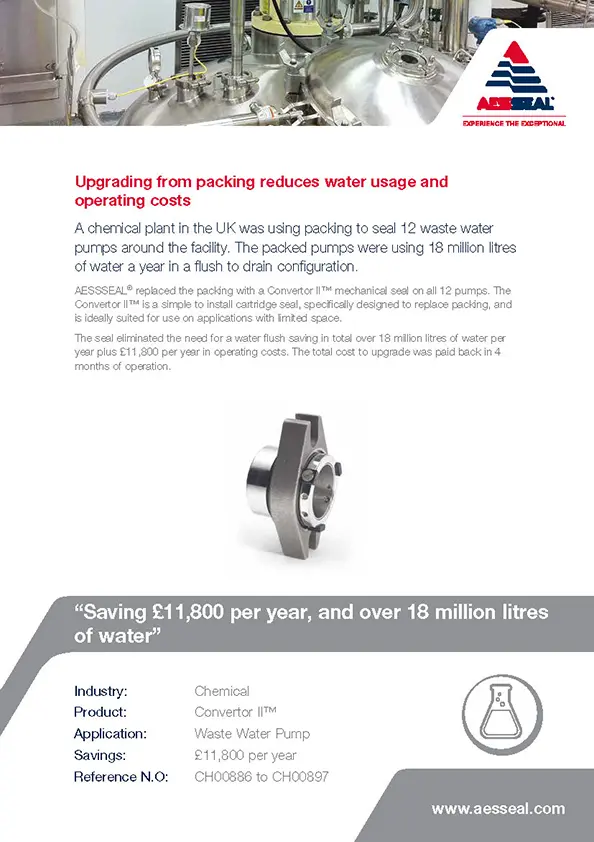
Upgrading from packing reduces water usage and operating costs
Packed pumps were using 18 million litres of water a year
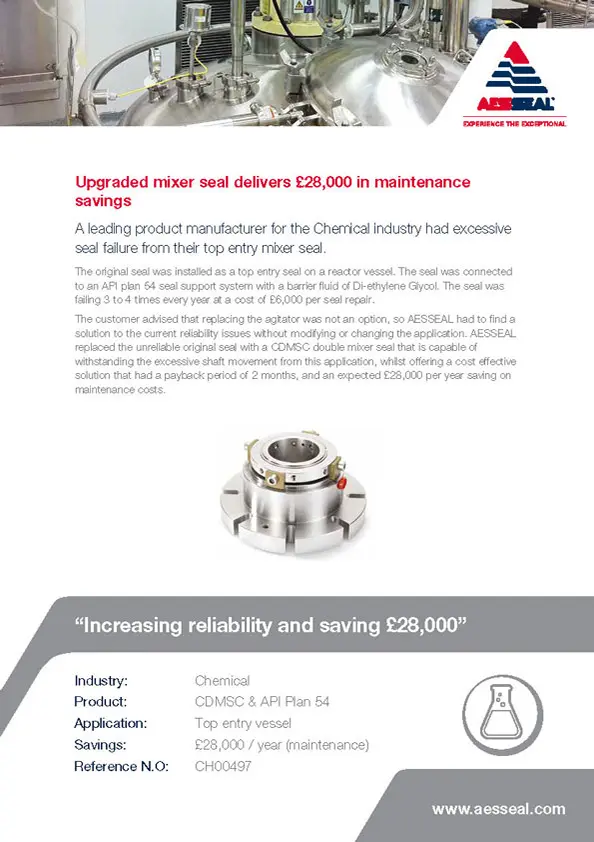
Upgraded mixer seal delivers £28,000 in maintenance savings
A leading product manufacturer for the Chemical industry had excessive seal failure from their top entry mixer seal.
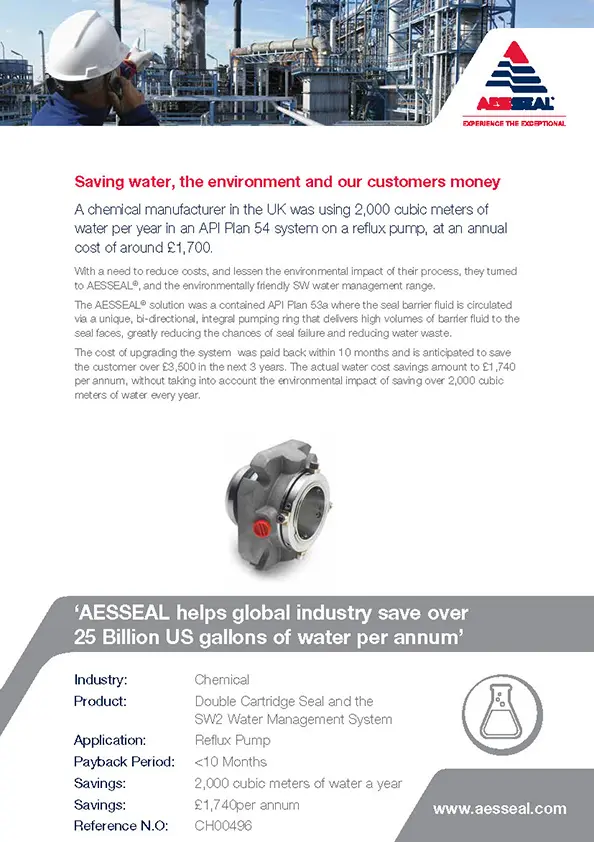
Saving water, the environment and our customers money
A chemical manufacturer in the UK was using 2,000 cubic meters of water per year in an API Plan 54 system on a reflux pump, at an annual cost of around £1,700.
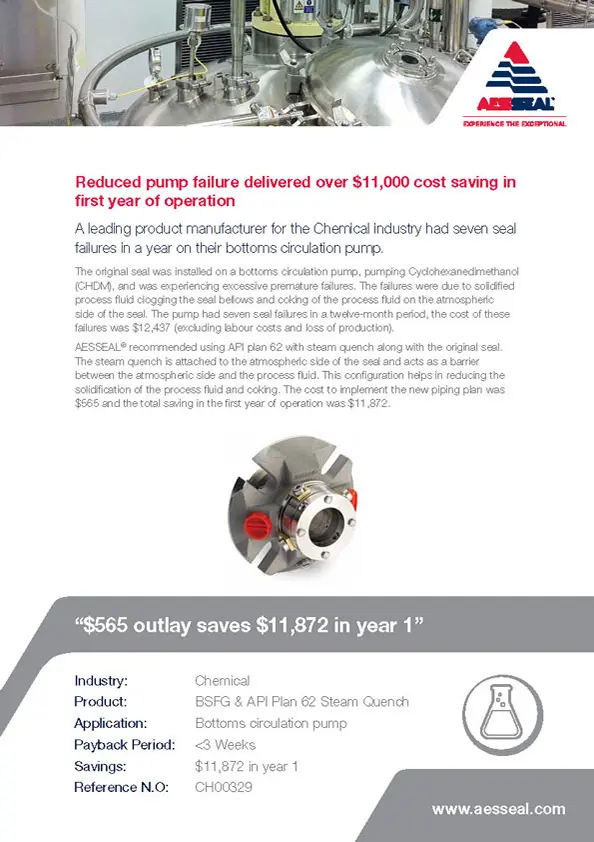
Reduced pump failure delivered over $11,000 cost saving in first year of operation
Chemical manufacturer had seven seal failures in a year
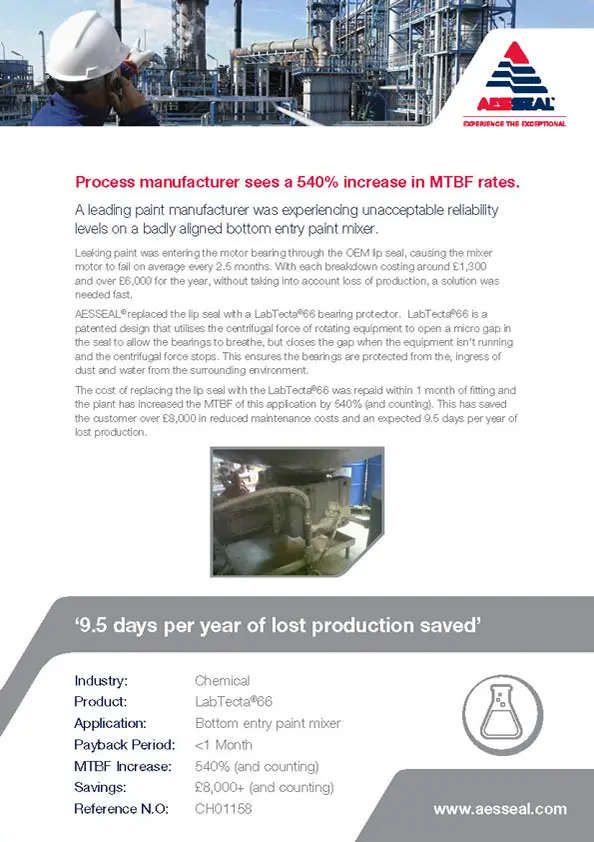
540% increase in MTBF rates
Upgrading a bottom entry paint mixer to a LabTecta66® reduces maintenance bill by over £6,000 per annum.
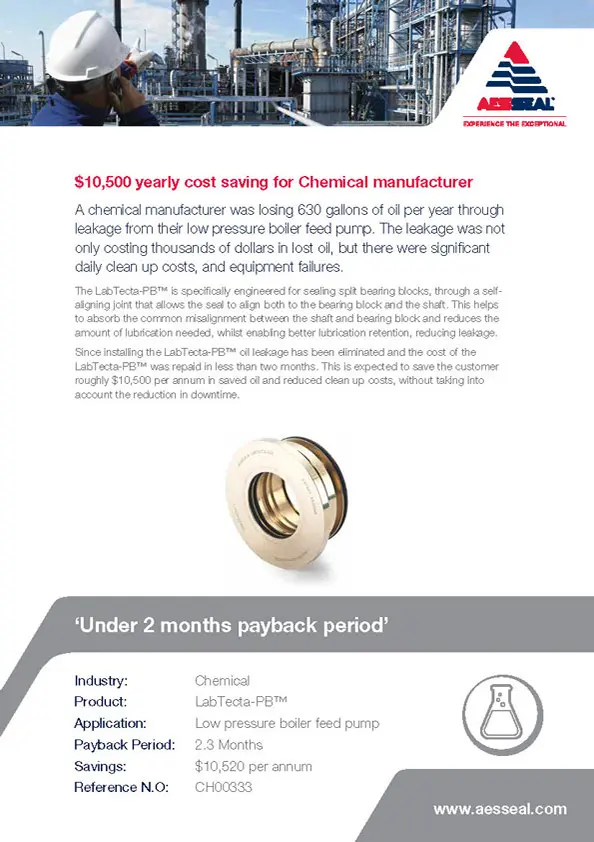
$10,500 yearly cost saving for Chemical manufacturer
Eliminating oil leakage from a boiler feed pump with a LabTecta-PB™ that is specifically designed for sealing split bearing blocks.



